バーナー揺動装置(手動式・TGP-H-A用)
CATEGORY
鉄道機材
バーナーを自動フォロー(追従)、ガイド機能付きスイング(揺動)で加熱作業工程のスキルフリー化を実現し、誰でも毎回、溶接部のふくらみは、同じ形状となり、より品質が安定します。作業員教育の時短も可能です。
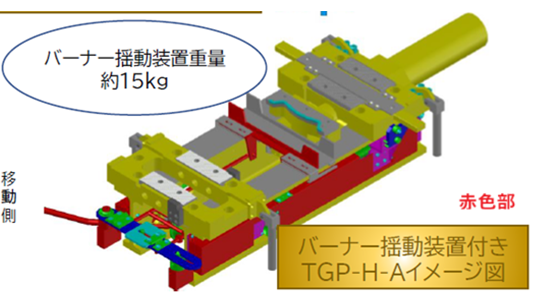
加熱バーナーによる加熱作業工程において、スキルフリー化を図る目的でレールガス圧接機TGP-H-A型用に開発したバーナー揺動装置(手動式)です。
軽量タイプのレールガス圧接機TGP-H-A型に対応し、電気制御を使用せず機械的構造タイプとして製作しました。
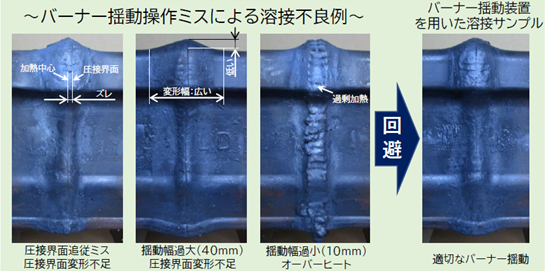
従来、加熱バーナーの操作方法によって作業者により溶接部のふくらみの形状にばらつきがあり、入熱不足やオーバーヒートが発生する原因となることから、作業には熟練の技術が必要でした(熟練工でも多少のばらつきは発生します)。
このバーナー自動揺動装置を使用すれば、誰でも毎回、溶接部のふくらみの形状は均一となり、品質が安定します。
また、人材教育に要する時間短縮をはかることができ、負担軽減がはかれます。
特長
バーナーを機械的構造で自動フォロー(追従)
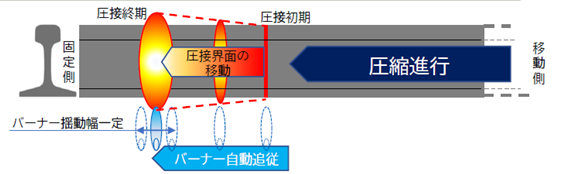
レールの圧縮変形に伴う圧接界面の移動に、バーナーの揺動中心を追随させる機構を有しています。
ガイドでスイング幅を制限し、溶接部変形範囲の安定化を実現
バーナーのスイング(揺動)幅をガイドで制限することにより入熱範囲のバラツキを無くし、溶接部変形範囲の安定化を実現します。
品質の向上と安定化
他の作業ポイントに集中でき、品質の向上と安定化が図れます。
訓練期間の短縮
訓練で身に付ける最重要作業ポイントが減り、訓練期間の短縮が図れます。
仕様
| 取付対象圧接機 | TGP-H-A | |
|---|---|---|
| 電源 | 不要 | |
| 構成 | 揺動部本体 | 15kg |
| 性能 | フォロー(追従) | 機械的構造 |
| スイング(揺動) | スイング幅 最大20㎜ | |